
これは誰もが経験することだ。木工プロジェクトで、すべての材を正しく測って線を引いて、切って、組み立てようとすると、なぜだかすべて数ミリ短い。「どうして、全部数ミリ短く測ってしまったんだ? 自分には向いてないんだ!」と思うのは違う。ただ、「切りしろ」を考えてなかっただけだ。
切りしろとは、切削工具を使ったときに、材から取り除かれる部分のことを言う。私たちはみな、子どものころからハサミで何かを切ることには慣れてきた。ハサミの場合、何を切っても切り屑は出ない。しかし、工具のなかには切り屑が出るものがたくさんある。その代表がのこぎりだ。のこぎりで木を切るとおが屑が出るが、ハサミで紙を切ってもおが屑は出ない。
では、どのようにして切りしろを取ればよいのだろうか。
のこぎり — のこぎりの場合は単純だ。まずは、一度にすべての線を引かないことだ。測って線引して切って、また測って線引して切る。線の真上を切ってはいけない。線の外側を切るのだ。すると切りしろは、線の向こう側の、使用する材の外側にできる。そのため、切った材が線よりも短くなることがない。慣れてきたら、のこぎりの幅を測ろう(刃が左右に開いているものがあるので、胴の幅ではなく、刃の部分の幅を測ること)。そこから、削り取られる切りしろの幅を追加した値で線引を行うとよい。

デジタルファブリケーションツールの場合は、デザインの段階で切りしろを入れておくのが理想的だ。一般的に、穴は小さめに、継ぎ手の幅のはきつめにするのだが、実際にどの程度の切りしろを想定すればよいのだろうか?
CNCルーター — これは簡単だ。ビットの刃径は3ミリ? 6ミリ? 12ミリ? 精密なツールなら、使用する刃径がそのまま切りしろになる。公差をできるだけ小さくしたい場合は、使用するビットの「逃げ」を確認しておくことが重要だ。逃げとは、回転ツールが中心からぶれることを言う。ぶれがあると、切りしろは刃径よりも大きめになる。ビットが曲がっていたり、コレットやベアリングの品質が悪かったり、スピンドルがゆるんでいると逃げが生じる。
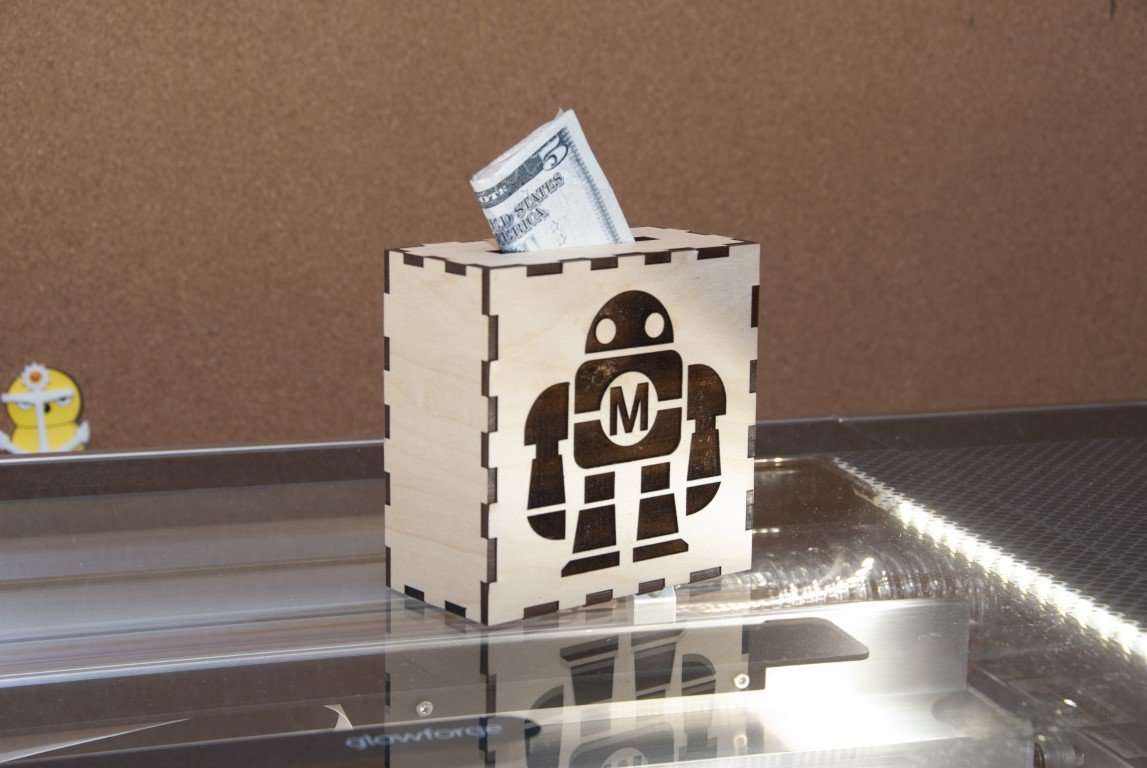
レーザーカッター — おそらく、切りしろの予測がもっとも難しいツールだろう。レーザーカッターで切り出して「あられ組み」にした木の箱を見たことがあるだろう。いろいろなプロジェクトのケースとして重宝するが、接合部分がゆるいときは接着剤を使わないと外れてしまう。さらにゆるければ、接着剤を使っても角を直角することすら難しくなる。反対に、きつすぎれば、そもそも接合ができない。きっちりはめるためには、正確に切りしろを設定しなければならない。
レーザーカッターの場合、切りしろの設定には大きく2つの要素が関係してくる。
・ ビーム径 — これは、レンズの焦点距離によって決まるのだが、かなり厄介だ。材の厚さによってビーム径が変化するため、6ミリ厚の材をカットするときは、3ミリ厚の材のときよりも切りしろを大きくとる必要がある。
・素材 — 木材はレーザーによって燃やされるため、きれいな切り口になる。しかし、プラスティックの場合は切断されると同時に融解するので縮むことがある。なので、思ったよりも切りしろが大きくなる傾向がある。
使用する材を実際にカットしてみて、その切りしろを測るのがいちばん確実な方法だ。とは言え、それも簡単ではない。切りしろが非常に狭いので、測れる道具が少ないからだ。

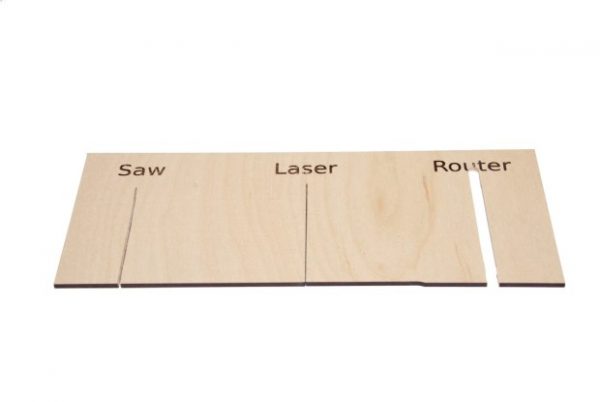
この問題に対処するために、私は実際に使う素材の余りで治具を作ることにしている。実際の幅の「キー」を作り(カットしたときに切しろのために少し小さくなることを考慮している)、それをはめ込む側の溝を0.1ミリずつ小さくなるように並べて作っておく。たとえば、キーの幅を20ミリにしたときは、20、19.9、19.8、19.7、19.6、19.5ミリの溝をカットしておく。そして、それぞれの溝にキーを入れてみて、どれがピッタリかを探す。私のレーザーカッターでは、ぴったり合ったキーと溝の値の差の半分が切りしろになることがわかった(両側に切りしろができるから半分になる)。ここから私の治具をダウンロードできるので、試してみて欲しい。
[原文]



